説明
タイトル
デフォルト
テキスト
テキスト
テンプレート
heading_title
テキスト
テキスト
テンプレート
kv
タイトル(小)
テキスト
テキスト
テンプレート
title
タイトル(小)
テキスト
テキスト
テンプレート
title_center
テキスト
テキスト
定義リスト
タイトル デフォルト
リード文
リード文
- タイトル1
- テキスト1
テキスト1
- テキスト2
- テキスト2
テキスト2
下段テキスト
下段テキスト
テンプレート glossary
リード文
リード文
- タイトル1
- テキスト1
テキスト1 - テキスト2
- テキスト2
テキスト2
下段テキスト
下段テキスト
テキスト+画像
-
タイトル(小)2
タイトル2
テキスト2
テキスト2テキスト2
テキスト2テキスト2
テキスト2テキスト2
テキスト2テキスト2
テキスト2テキスト2
テキスト2テキスト2
テキスト2テキスト2
テキスト2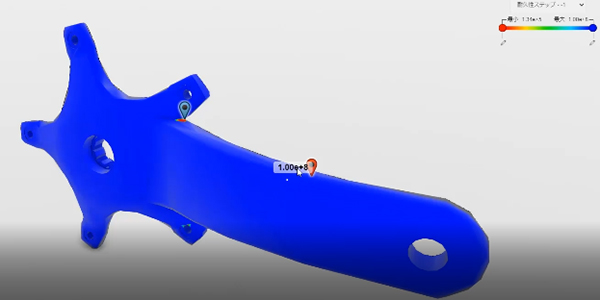

タイトル(小)2タイトル2
テキスト2
テキスト2

タイトル2
テキスト2
テキスト2

マニュアルナビ
ページリスト
ページリストのタイトル デフォルト
テンプレート Case List
-
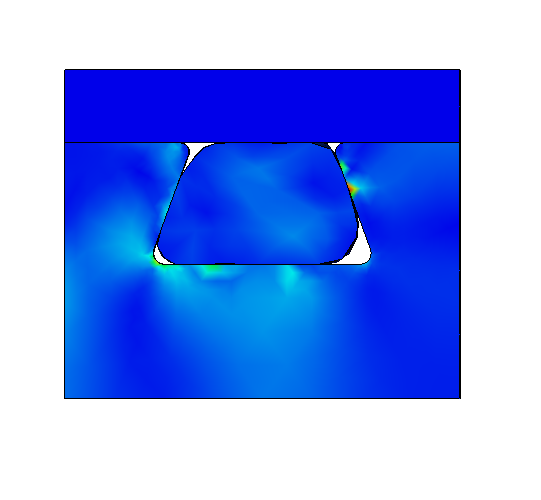
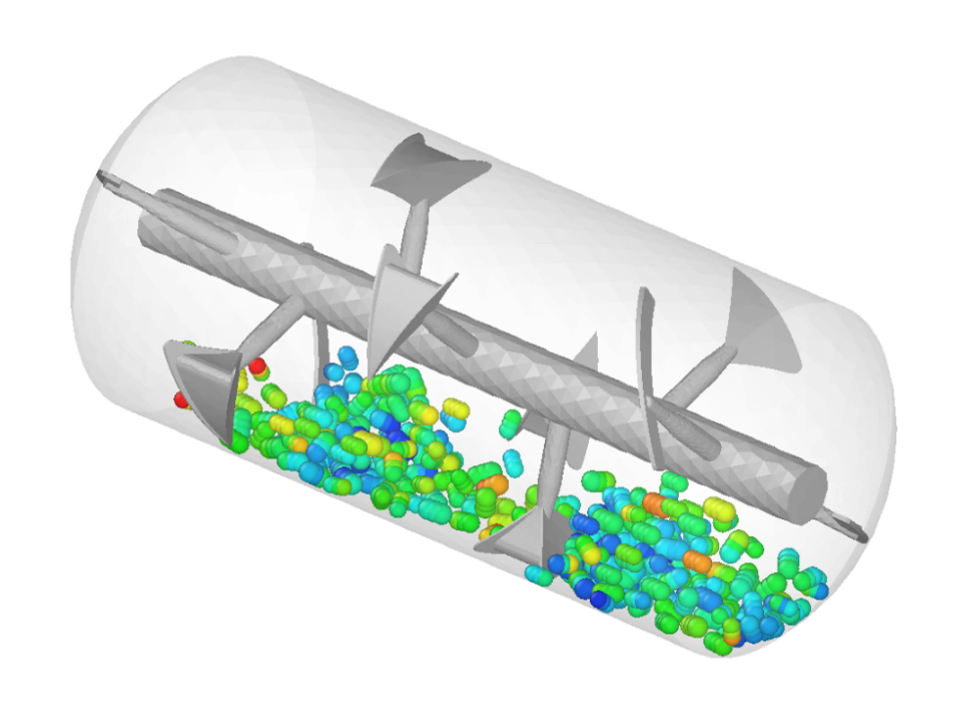
2022.06.09 樹脂流動解析詳細を見る
-
 2024.05.14 SOLIDWORKS Simulation 無料体験セミナー
2024.05.14 SOLIDWORKS Simulation 無料体験セミナーSOLIDWORKS Simulationの無料体験セミナーです。 SOLIDWORKS Simulationの演習を通じて、直感的でわかりやすいユーザーインターフェース等、優れた操作性を体験していただけます。
詳細を見る -
 2024.01.25 樹脂流動解析と樹脂材料の話
2024.01.25 樹脂流動解析と樹脂材料の話樹脂材料と一口にいっても千差万別、原材料製造メーカーがしのぎを削って数多の材料を日々開発しています。 昨今、日本国内においても海外メーカーが製造する樹脂材料を使用している製品が非常に多くなっています。 かつてほど画一的な大量生産といわれなくなった樹脂成形ですが、人知れずどこかの工場でまだまだ大量生産が行われています。 さて、そんな樹脂材料ですが、世界中で使われている材料のグレード(銘柄)は数万とも、更にそれ以上とも言われています。成形メーカーが独自にブレンドしたり成分調整を行ったりすることもあり、正確なデータは存在していません。その物性、特性も様々で樹脂成形品の製造には苦労が絶えません。 射出成形用の金型設計を行う場合、ほとんどの場合において指定された成形材料が、どの程度体積変化(成形収縮率を)をするのか検討するところから始まります。材料ペレットと呼ばれる粒状の材料を、射出成形機内で溶融し、その溶融された樹脂材料を金型へ充填することでプラスチック製品を製造しますが、溶融状態から冷却されて固化する過程で収縮し小さくなります。 成形機で充填速度や圧力、温度を調整することである程度の抑制は可能ですが、収縮をなくすことはできません。そのため金型は、成形品が小さくなることを見込んで、製造したい製品のサイズよりも僅かに大きい寸法で作成しています。この収縮見込み寸法がズレていると狙った寸法が得られず、成形品は規格外となってしまいます。 金型設計の際、収縮率を検討する上で金型設計者が先ずに気にすることは、結晶性樹脂なのか?非晶性樹脂なのか?です。非晶性の材料は、収縮率がおよそ1%未満と小さく、収縮による寸法変化が余りありません。したがって反りや捻じれなどタチの悪い変形もあまりしません。そのかわり小さくならない分、金型への食いつき、張りつきによって離型(型から取出す)が難しくなることがあります。樹脂流動解析でも解析結果に直接現れないため、間接的に評価するなど工夫が必要です。例えば、解析結果上で収縮率が0.1%を下回る場合には離型注意などフラグを立て成形TRYで離型不良が発生するかどうかの検証を行い、予め経験値を積み上げておく必要があります。 結晶性材料はどうでしょうか。エンジニアリングプラスチック(以降、エンプラ)に分類される材料は大半が結晶性材料で1.0%~4.0%程度の収縮率を示します。結晶化度が大きく変化し且つ局所的に変化するため、同じ金型で成形を行っても条件次第で寸法変化が大きく出たり反り、変形といった不具合は比較的出やすい傾向にあります。加えて成形サイクル短縮を目的として金型温度の設定を低めにすると、結晶化度が下がって大きめの寸法になるだけでなく、一般的に”後収縮”と呼ばれる寸法変化が発生します。数週間~数ヶ月というスパンで寸法や変形の状態が変化するため変化を捉えにくく注意が必要です。場合によって1ヶ月倉庫保管してから出荷検査を実施するといったこともあります。この”後収縮”については、樹脂流動解析上で評価する方法が確立されておらず評価が難しい現象です。 他にも分子配向や分子破断による材料劣化といった、予測の難しい現象は樹脂流動解析上では割愛されていることが多く、まだまだ発展途上と言えるかもしれません。しかし、より良く解析結果を読み解き製品の仕上がりを予測するには、時としてこういった知識が必要になることがあります。ソフトウェア上で得られる結果数値だけに捕らわれず、是非興味を持って実機との比較を元に掘り下げてみてはいかがでしょうか。
詳細を見る
テンプレート Case List Tag


テンプレート Event List
テンプレート News LIst
テンプレート Product Case List Tag
テンプレート Product List Tag
テンプレート Product Seminer
テンプレート Seminer Search
-
 2022.07.08
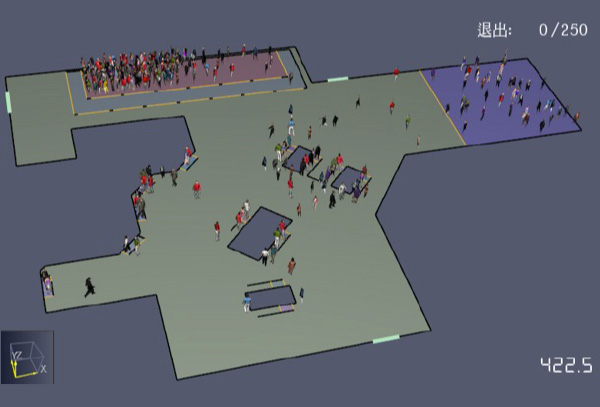
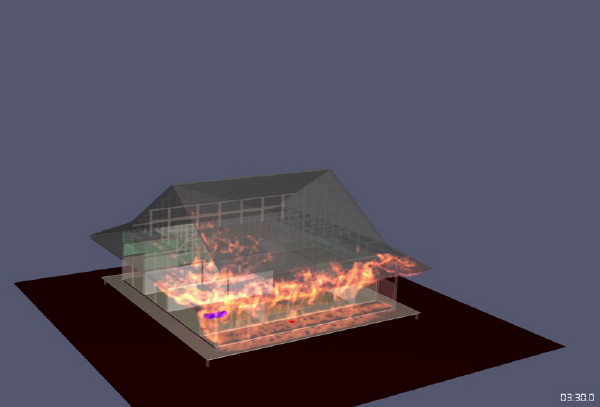
2022.07.08本能寺焼失シミュレーション
これは、PyroSimを使用した火災再現シミュレーションの事例です。歴史家が想定した着火のシナリオをもとに、本能寺客殿の火災をFDS(Fire Dynamics Simulator)によるシミュレーションで再現したものです。 本能寺は現存しないため、同時代に建造された同等の建造物を参考に本能寺客殿の構造を三次元CADソフトウエアSOLIDWORKSで復元し、このCADファイルをFDS専用のプリプロセッサPyroSimにインポートして火災シミュレーションの形状モデルを作成しました。 木材の着火温度を代表的な260℃に、着火後の燃え広がりは床、畳、柱、屋根などの部材毎にパラメータを推定して設定しています。5か所の着火点を設定しています。 作成したシミュレーションモデルをワークステーションで実行すると数週間を要するため、計算領域を144の部分領域に分割し、FOCUSスパコンを用いて並列計算を行いました。FOCUSスパコンFシステムで144コアの並列計算を行うことにより、建物全体を10cmのメッシュセル解像度で着火後約8分間のシミュレーションが約17時間で計算されました。
詳細を見る -
2022.06.09
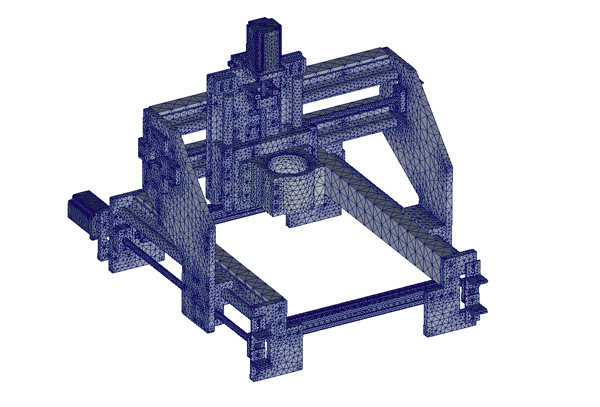
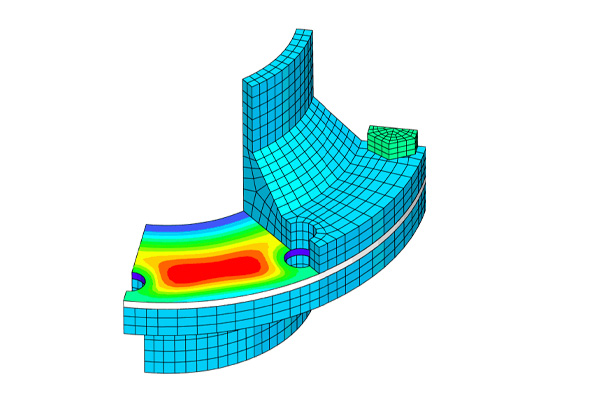
CAE解析事例
詳細を見る -
 2022.06.07
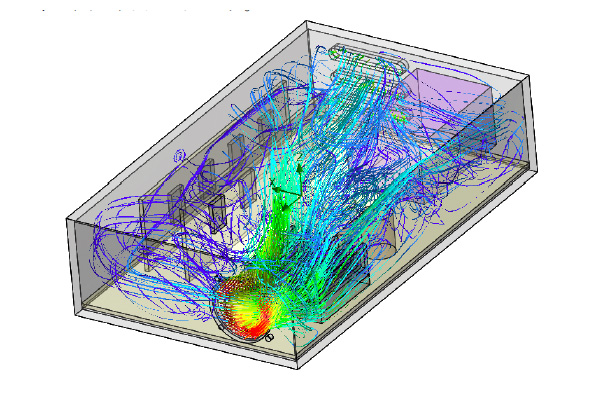
2022.06.07SOLIDWORKS Flow Simulation
SOLIDWORKS Flow Simulationは、これまで難しいとされてきた流体解析を、 SOLIDWORKSアドオンで設計者が気軽に実行できるデザインCAEツールです。
- 固体力学分野
詳細を見る
テンプレート Top List
テンプレート ベーシックリスト
記事
テンプレート News Cont Txt
囲み記事
テキスト
枠線
リスト
- テキスト
縦並び - テキスト
- テキスト
横並び - テキスト
フロー
リード文
リード文
-
キャプションタイトルテキスト
テキスト
スライダー+リスト
タイトル 縦並び
- テキスト
- テキスト
タイトル 横並び
- テキスト
- テキスト
スライダーなし
- リストテキスト
詳細テキスト
テンプレート Package Products
- リストテキスト
- リストテキスト
詳細テキスト
詳細テキスト
テンプレート Package Products(スライダーなし)
プラスチック部品設計者向けで、設計初期段階で部品を製造用に最適化が可能。プラスチック部品設計者向けで、設計初期段階で部品を製造用に最適化が可能。プラスチック部品設計者向けで、設計初期段階で部品を製造用に最適化が可能。プラスチック部品設計者向けで、設計初期段階で部品を製造用に最適化が可能。プラスチック部品設計者向けで、設計初期段階で部品を製造用に最適化が可能。プラスチック部品設計者向けで、設計初期段階で部品を製造用に最適化が可能。プラスチック部品設計者向けで、設計初期段階で部品を製造用に最適化が可能。
SOLIDWORKSにアドオンするので、習得が簡単で、設計の形状、適合性、機能を最適化すると同時に設計案を解析および修正可能。
サポート
共通タイトル
タイトル
テキスト
テキスト
-
STEP01
ステップ
ステップ -
STEP02
ステップ
ステップ
タイトル
テキスト
テキスト
-
STEP01
テキスト
テキスト -
STEP02
テキスト
テキスト